

FACULTAD DE INGENIERÍAS. INGENIERÍA MECÁNICA. Asignatura: PROCESOS II – G1
jueves, 2 de junio de 2016
sábado, 23 de abril de 2016
SEXTO ENSAYO
Ingenieros en el proceso de fabricación
Autor 1 (B.L. Velásquez), Autor 2 (S.A. Alarcón), Autor 3 (A.C. Arias)
RESUMEN
El ingeniero o la ingeniera están directamente involucrados por lo menos en un proceso de fabricación. Lean que es una forma de manejo empresarial, se puede aplicar a cualquier proceso de producción, esto con el fin de mejorar en gran medida la eficiencia de fabricación. El principio de Lean es tan amplio que se puede aplicar en algo tan sencillo como la organización de una oficina o un espacio de trabajo.
Palabras clave:
Fabricación, eficiencia, principios, valor, cadena de valor, flujo, perfección.
ABSTRACT
The engineer is directly involved at least in a manufacturing process. Lean which is a form of business management, it can be applied to any production process, this in order to greatly improve manufacturing efficiency. The principle of Lean is so broad that it can be applied to something as simple organizing an office or workspace.
Keywords:
Manufacturing, efficiency, principles, value, value stram, flow, prefection.
Primer autor: brian.velasquez@estudiantes.uamerica.edu.co Estudiante de de Ingeniería, Facultad de Ingeniería Mecánica, Universidad de América.
Segundo Autor: sergio.alarcón@estudiantes.uamerica.edu.co Estudiante de de Ingeniería, Facultad de Ingeniería Mecánica, Universidad de América.
Tercer Autor: andres.arias@estudiantes.uamerica.edu.co Estudiante de de Ingeniería, Facultad de Ingeniería Mecánica, Universidad de América.
I. Introducción
Toyota fue el pionero de Lean, lo hizo para eliminar el desperdicio e ineficiencia en sus operaciones de fabricación. Este principio fue tan exitoso que ha sido tomada y ha servido como ejemplo base para la fabricación en todos los sectores del mundo. El objetivo del Lean es eliminar los residuos de los componentes que no aportan o agregan valor en cualquier otro proceso. Al aplicar de forma correcta este principio se evidencia las mejoras en la eficiencia, es decir, tiempo, productividad, costos y mejora la competitividad.
II. Desarrollo.
Dentro de los lineamientos del Lena está el valor que está enfocado a las necesidades del cliente para un producto específico.
Una vez terminado el valor se prosigue con la cadena de valor que son todos los pasos y procesos que intervienen en la toma de un producto en específico a partir de materias primas que entrega al cliente un producto final.
El paso siguiente es lo hace el flujo que consiste en asegurarse que los pasos que faltan fluyen sin interrupciones ni retrasos.
A medida que las ganancias crecen, es importante recordar que todo es un proceso dinámico y requiere esfuerzo constante y perfecta vigilancia.
Los productos no necesariamente tiene que ser construidos con anterioridad, esto se debe a que se tiene que hacer un inventario caro y debe ser administrado.

III. CONCLUSIÓN
Los clientes se darán cuenta de las mejoras al utilizar el Lean. La idea el ampliar el valor del cliente y reducir al mínimo los residuos, es decir, utilizar en menor cantidad los recursos. Se convierte el enfoque de la gestión en la optimización de diferentes tecnologías, activos y departamentos que ayudan al flujo de los productos.
IV. REFERENCIAS
https://www.asme.org/engineering-topics/articles/manufacturing-design/5-lean-principles-every-should-know
QUINTO ENSAYO ENGLISH NOTE
¿HOW METAL TO PLASTIC?
SUMMARY
Today the manufacture of components of a machine does not necessarily have to be metal but plastic can be used which has features to help us improve the properties of that element. Plastics have been studied to approach and why not improve the properties of an element which is made of metal.
Keywords:
Metal, plastic, design, parts, materials.
ABSTRACT
Today the manufacture of components of a machine does not Necessarily Have to be metal but plastic can be used to help Which features have us improve increase the properties of That element. Pastics Have Been Studied to approach and why not improve increase the properties of an element made of metal Which is.
Keywords:
Metal, plastic, design, parts, materials.
First author: brian.velasquez@estudiantes.uamerica.edu.co student of Engineering, Faculty of Mechanical Engineering, University of America.
Second Author: sergio.alarcón@estudiantes.uamerica.edu.co student of Engineering, Faculty of Mechanical Engineering, University of America.
Third Author: andres.arias@estudiantes.uamerica.edu.co student of Engineering, Faculty of Mechanical Engineering, University of America.
I.INTRODUCTION
The automotive and space industries through the years have been developing the change of the products are made of metal for products that are made of plastic, this is because a metal has the characteristic of being heavy, whereas if the component plastic blocks can significantly reduce the weight thereof. Another scope is that plastic can increase fuel efficiency. With the help of advancing technology plastic can be as strong as metal.
II. Development.
There are several advantages that the obtainable with plastic, however developing a study of it to achieve the objectives required. plastics can be resistant to chemicals, resistant fluids possessing large amount of temperature can be used thermally and electrically. can also be obtained metal-plastic parts for quality with weight reduction, it improves strength and becomes more resistant to corrosion.
Another important factor is the reduction of costs in their manufacture, design flexibility and a considerably high life. When it comes to the design flexibility is meant to refer to the manufacture of plastic parts you can achieve more complex geometries.
With proper structural design plastic parts can be stronger than metal parts using engineering materials quality.

III. CONCLUSION
When plastic is used instead of metal there are many more options for materials and additives. The part design offers the capability to produce net shape final dimensions in a process with the conversion of metal to plastic.
IV. REFERENCES
https://www.asme.org/engineering-topics/articles/manufacturing-processing/metal-to-plastic-design-flexibility
¿De metal a plástico?
Autor 1 (B.L. Velásquez), Autor 2 (S.A. Alarcón), Autor 3 (A.C. Arias)
RESUMEN
En la actualidad la fabricación de elementos que componen una máquina no necesariamente tienen que ser de metal sino que se puede utilizar plástico por lo que cuenta con características que ayudan y mejoran las propiedades de dicho elemento. Los plásticos han sido estudiados para aproximarse y por qué no mejorar las propiedades de un elemento que está hecho de metal.
Palabras clave:
Metal, plástico, diseño, piezas, materiales.
ABSTRACT
Today the manufacture of components of a machine does not necessarily have to be metal but plastic can be used which has features to help us improve the properties of that element. Pastics have been studied to approach and why not improve the properties of an element which is made of metal.
Keywords:
Metal, plastic, design, parts, materials.
Primer autor: brian.velasquez@estudiantes.uamerica.edu.co Estudiante de de Ingeniería, Facultad de Ingeniería Mecánica, Universidad de América.
Segundo Autor: sergio.alarcón@estudiantes.uamerica.edu.co Estudiante de de Ingeniería, Facultad de Ingeniería Mecánica, Universidad de América.
Tercer Autor: andres.arias@estudiantes.uamerica.edu.co Estudiante de de Ingeniería, Facultad de Ingeniería Mecánica, Universidad de América.
I. Introducción
La industria automotriz y espacial a través de los años han venido desarrollando el cambio de los productos que están hechos de metal por productos que estén hechos de plástico, esto se debe a que un metal posee la característica de ser pesado, mientras que si el componente se hace con plástico puede reducir significativamente el peso del mismo. Otro alcance del plástico es que puede aumentar la eficiencia del combustible. Con la ayuda del avance de la tecnología el plástico puede ser tan resistente como el metal.
II. Desarrollo.
Son varias la ventajas que se pueden obtener con el plástico, no obstante desarrollando un estudio del mismo para alcanzar los objetivos que se requieren. los plásticos pueden ser resistentes a productos químicos, resistentes a fluidos que poseen gran cantidad de temperatura, pueden ser usados térmica y eléctricamente. También se pueden obtener piezas metal-plástico que tienen por cualidad la reducción de peso, mejora la fuerza y se vuelve más resistente a la corrosión.
Otro de los factores importante es la reducción de costos en cuanto a su fabricación, su flexibilidad de diseño y una vida útil considerablemente alta. Cuando se refiere a la flexibilidad de diseño se quiere hacer referencia a que con la fabricación de piezas con plástico se puede alcanzar geometrías más complejas.
Con el diseño estructural adecuado las piezas de plástico pueden ser más fuertes que las piezas de metal mediante el uso de materiales de calidad ingenieril.
III. CONCLUSIÓN
Cuando se utiliza plástico en lugar de metal hay muchas más opciones para los materiales y aditivos. El diseño de las piezas ofrece la capacidad de producir de forma neta final las dimensiones en todo un proceso con la conversión del metal al plástico.
IV. REFERENCIAS
https://www.asme.org/engineering-topics/articles/manufacturing-processing/metal-to-plastic-design-flexibility
viernes, 22 de abril de 2016
TECNOLOGÍA DE GRUPOS Y FABRICACION CELULAR
TECNOLOGÍA DE GRUPOS Y FABRICACIÓN CELULAR
Andres Camilo Arias, Sergio Andres Alarcor, Brian Leonardo Velasquez
Palabras claves:
tecnología, grupos, celular, fabricacion, familias, similitudes.
La tecnología de grupos y la fabricación celular son un tipo de filosofía de fabricación que identifica y agrupa las piezas a fabricar debido a sus similitudes en el diseño y en la producción de estas.
Las similitudes que presentan estas piezas permiten que se agrupen en familias en las cuales sus procesos de fabricación son similares. Esto da como lugar a la agrupación de las máquinas utilizadas en su fabricación en grupo denominados células de fabricación que se especializan en familias determinadas.
¿Que es la tecnología de grupo ?
Este metodo de fabricacion implica agrupas las piezas con varias similitudes en su diseño.
Generalmente la producción de piezas en grandes cantidades se realiza en lotes, esta fabricación presenta unas desventajas como son :
- Los tiempo inactivos para realizar cambios.
- Alto costo de manejo de inventarios.
La tecnología de grupos disminuye estas desventajas al reconocer que existen diferencias en los productos pero poseen mas similitudes.
Para aprovechar estas similitudes de las piezas las maquinar se agrupan en células, cada célula consiste en un grupo de maquinas especializadas en la fabricación de determinadas familias de piezas.
Este tipo de agrupación de maquinas es lo que se denomina como Manufactura celular.
La manufactura celular y la tecnología de grupos se puede utilizar en plantas que poseen producciones de lotes de forma tradicional y un diseño del proceso, al igual que las piezas fabricadas deben poseer similitudes para permitir así agruparlas en familias. Si las piezas no posee similitudes no es posible aplicas la tecnología de grupos en la planta.
Existen problemas al implementar estos métodos de fabricación.
Es de gran importancia llevar a cabo la identificación de las similitudes de las piezas fabricadas para así mismo poderlas clasificar por familias.
El reorganizar todas las maquinas presentes en la planta es una labor que conlleva tiempo, y en el cual la producción debe estar detenida produciendo perdidas económicas en el momento.
Ejemplo de familias:
Dos
partes que son idénticos en forma y tamaño, pero muy diferente en la
fabricación de:
- Piezas A, 1.000.000 unidades / año, la tolerancia = +-0.010 pulgadas, 1015 CR de acero, placa de níquel.
- Piezas B, 100 / año, la tolerancia = +-0.001 pulgadas, de acero inoxidable 18-8.

Ejemplo 2
Diez partes
son diferentes en tamaño, forma, y materiales, pero muy similares en términos
de fabricación. Todas
las piezas se mecanizan desde el almacén cilíndrico girando; algunas partes
requieren perforación y/o fresado.

¿Cómo identificar familias de piezas?
Existen varias formas de poder identificas las similitudes de unas piezas y asi poder clasificarlas en familias:
- Inspección visual: Se realiza por la similitud visual de las piezas y agrupandolas.
- Partes clasificadas y codificadas: Se identifica las similitudes y las diferencias entre las piezas por medio de un esquema codificado de análisis de flujo de producción.
Características
de clasificación de piezas y sistemas de codificación
La
mayoría de los sistemas de clasificación y codificación se basan en una de las
siguientes:
- Atributos de diseño de las piezas.
- Atributos de fabricación.
- Atributos de diseño y fabricación.
Atributos de diseño:
Dimensiones principales.
Forma
externa .
Configuración interna básica.
Relación longitud / diámetro.
Tipo de
material.
Función
de la Parte.
Tolerancias.
Acabado superficial.
Análisis de flujo de producción (PFA)
Es un método para la identificación de las familias de piezas y de la maquina relacionada con su produccion.
Pasos para un análisis de flujo:
- Recogida de datos
- Rutas de proceso
- Diagrama de flujo de producción
- Análisis de racimo
Fabricación celular:
Las máquinas se agrupan en células, cada uno de las cuales esta dedicada a la producción de una familia de piezas o de un grupo de familias, todo esto se realiza con el objetivo de:
- Acortar los tiempos de entrega.
- Mejorar la calidad.
- Simplificar la producción.
Células con manipulación manual

Células con manipulación semi integrada

Células con manipulación semi integrada con diseño Loop.

Células con manipulación semi integrada en planta rectangular.

La aplicación de la tecnología de grupos y la manufactura celular en una empresa resulta ser de gran utilidad. Se mejoran muchos aspectos en el ambiente laborar y mejora en gran medida la producción.
Esto ofrece muchas ventajas frente a la competencia ya que se mejora la calidad de los productos, se realizan en menor tiempo, se puede aumentar la capacidad de producción sin necesidad de comprar más maquinaria o contratar mas personal ya que se disminuyen los tiempos de la producción al optimizar los espacios, la organización de las máquinas en células disminuye los desplazamientos del personal y la agrupación de las piezas en familias permite que estas se realicen en menos tiempo ya que cada máquina se dedicara a unas funciones específicas.
Todo lo mencionado anteriormente es muy bueno para las empresas, pero hay que analizar si esta cumple con los parámetros necesarios para su implementación.
Group Technology & Cellular manufacturing
Lecture 3
Documento facilitado en clase.
jueves, 21 de abril de 2016
PROCESO DE LAMINACION
PROCESO DE LAMINACIÓN.

GLOSARIO
Tocho:
Metal semielaborado de acero, de dimensiones comprendidas entre 40 y 130 mm y con una sección inferior a 16900 mm 2 .
Aleación:
Metal obtenido por adición de otros metales o elementos no metálicos a un metal base,
para conseguir las propiedades deseadas.
Aleaciones de Cobre:
Productos que contienen, fuera del cobre, uno o más elementos de adición, siendo el
cobre el elemento principal.
Cobre puro en estado de recocido:
Cobre que ha sido sometido a tratamiento de recocido y que, por lo tanto, es blando y dúctil.
Colada continua de alambrón:
Tradicionalmente se fabricaba alambrón a partir de “wirebars” que se calentaban para luego laminar
a alambrón y alambres.
Actualmente se emplea un proceso continuo de fabricación a partir de fusión de cátodos en horno,
colada a un horno mantenedor, moldeadora, donde el metal fundido continuamente adquiere forma
de barra de sección rectangular. Emerge al rojo vivo y entra a un proceso multi-etapas de laminado
y enfriado, luego a decapado y posteriormente a enrollado. El proceso es continuo ya que una vez
vaciado el primer horno, inmediatamente se vuelve a cargar y el proceso se inicia nuevamente.
Se elimina entonces el anterior proceso de calentar el “wirebar” (que ya no se produce) y la
soldadura cuando se requerían dimensiones muy largas.
Control de Calidad:
Es una forma de inspección que implica muestreo matemático de piezas para determinar si la serie
producida es aceptable o no, admitiendo un cierto número de piezas defectuosas.
Corrosión:
Desgaste y destrucción de un material sólido debido a ataques químicos o electroquímicos (se cree
que en los metales, el mecanismo ocurre por ataque electroquímico).
Chapa de Cobre:
Hoja delgada de grueso uniforme. En general, se refiere a espesores menores de 5 mm.
Chatarra de cobre:
La constituyen los recortes, despuntes, desechos de cobre de manufactura, etc. que sirven de materia
prima para iniciar una nueva elaboración.
Decapar :
Eliminación de óxidos formados en la superficie durante procesos de laminación en caliente o
recocido. Normalmente se “lava” el metal sumergiéndolo en soluciones de ácido sulfúrico diluido y
luego con agua.
Delgas de Cobre:
Cada una de las Láminas de cobre constituyentes de un colector. Se denominan también “segmentos
de colector”.
Dilatación Lineal:
Aumento de longitud de un cuerpo al subir la temperatura.
Ductilidad:
Propiedad de un metal de permitir deformaciones en caliente y en frío sin sufrir fracturas. La
magnitud máxima de estas deformaciones establece el grado de ductilidad.
Fundición (pieza fundida):
Pieza u objeto de metal, obtenida por colada o vaciado en un molde adecuado. Puede o no ser
trabajado o maquinado posteriormente.
Laminación:
Proceso de fabricación de productos planos, barras, alambres y perfiles. La pieza se hace pasar a
través de un par de rodillos con lo cual se produce una reducción de la sección de la pieza y cambio
de forma.
Laminación en Caliente :
Proceso de laminación que se realiza a temperaturas superiores a las de recocido de ablandamiento.
Para aleaciones de cobre entre 650 - 927"C.
Laminación en Frío:
Proceso de laminación a temperaturas inferiores a las de ablandamiento. Para las aleaciones de
cobre, a temperatura ambiente.
Límite Elástico:
Valor de esfuerzo en el cual un material se desvía del comportamiento elástico lineal.
(Deformación elástica = cambio de forma que sufre un cuerpo bajo carga, el cual se recupera
cuando se elimina la carga).
Lingote de Cobre:
Pieza de cobre o de una aleación de cobre colada en moldes adecuados, con una sección casi
cuadrada, alargado y con sus extremos adelgazados.
Lingote para fundir:
Lingote para la producción de piezas fundidas y para la obtención de cobres especiales y de
aleaciones de este metal. Está generalmente entallado para poder fraccionarlo en piezas pequeñas
con mayor facilidad. Tienen pesos de 10 - 15 kilos.
Lingotes de Aleaciones Madre:
Lingotes de composición química adecuada que se funden para producir una aleación determinada.
Magnético:
Aquellos fenómenos que dependen del magnetismo. En forma general y simple, un material es
magnético cuando es atraído por el imán.
Maleabilidad:
Propiedad de un metal que le permite someterlo a deformaciones por medio de laminación, forja,
extrusión y trefilado, sin producción de quebraduras.
Maquinabilidad:
Facilidad que presenta un material para ser trabajado con máquinas (el cobre es relativamente difícil
de maquinar porque forma virutas la rgas y tenaces, no así los cobres débilmente aleados).
Metal:
Elemento que presenta facilidad para formar iones positivos. Los metales se caracterizan por su
opacidad y elevadas conductividades térmica y eléctrica.
Tochos:
Piezas colocadas de sección circular, con diámetros comprendidos entre 75 y 250 mm., longitud
máxima de 13000 mm. y su peso entre 45 y 680 kilos.
Se destinan a procesos de punzonado o a extrusión, seguidos de laminación y estirado.
Resistencia a la tracción:
Se determina mediante el Ilamado “ensayo de tracción” que consiste en tomar del material en
examen una probeta de dimensiones determinadas y someterla a un esfuerzo manteniendo un
extremo fijo y tirando del otro hasta producir la rotura. Se emplea una prensa hidráulica
generalmente.
Resistencia Mecánica:
EI término es muy amplio y se refiere a la capacidad de un material de soportar cargas, esfuerzos,
tensiones, choques, etc., sin deformarse irreversiblemente (deformación plástica).
resistencia
mecánica a la tracción
es la característica de mayor importancia para el conocimiento de la
resistencia de un material metálico.
Soldabilidad :
Facilidad que presenta un metal para unirse con otro mediante el proceso de soldadura.
Soldadura:
Operación de unir dos piezas metálicas con o sin material de aporte (también suele Ilamarse al
material de aporte, soldadura). La temperatura de soldadura puede obtenerse por calentamiento
externo o haciendo pasar una intensa corriente eléctrica a través de la junta.
QUE ES LAMINADO ?
El laminado es un proceso de deformación en el cual el metal pasa entre dos
rodillos y se comprime mediante fuerzas de compresión ejercidas por los rodillos.
Los rodillos giran, como se ilustra en la figura , para jalar el material y
simultáneamente apretarlo entre ellos.
el acero se somete a temperaturas promedio de 1160ºC en un
horno, durante aproximadamente
dos horas, posteriormente sufre reducciones sucesivas en un tren
de laminación continuo,
como resultado de pasar a través de las cajas compuestas por cilindros de laminación,
se forman los productos
requeridos, de acuerdo a un diseño específico.

PROCESO DE LAMINACIÓN.
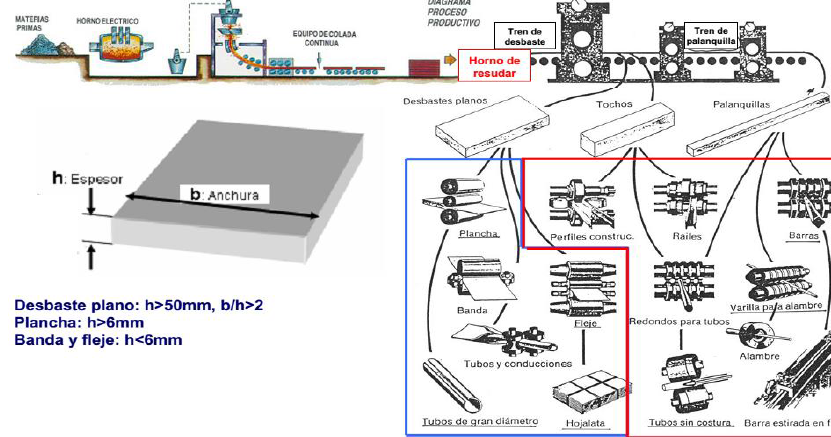
PERFILES DE LAMINACIÓN.

PRODUCTOS LAMINADOS:
Productos semi-acabados: que sirven de materia prima a otros procesos.
Productos acabados: perfiles de construcción, railes, tubos,...
grandes instalaciones que se amortizan mediante producción masiva de productos
normalizados. Las instalaciones de laminación ocupan mucha superficie en planta y su producción
puede superar las 800.000Tm/año.

LA MAYOR PARTE DE LAS OPERACIONES DE LAMINADO SE LLEVAN A CABO EN CALIENTE:
- Temperatura superior a la de re cristalización.
- Re orientación de grano: fibrado en la dirección de laminación, anisotropía direccional.
- Rugosidad entre 12 y 25μm
- Cuando se buscan tolerancias y acabados (incluso por debajo de 3μm) se llevan a cabo pasadas en frío.
Para la obtención de un producto laminado se necesitan varias operaciones en las que se va
reduciendo el espesor paso a paso.
EJEMPLO:
- Se parte de desbaste plano de 200mm de espesor y se reduce el espesor hasta 35mm con dos bastidores (cilindros de desbaste).
- Reducción hasta chapa de 2mm de espesor usando 7 bastidores.
- Los cilindros se agrupan en cajas o bastidores. El conjunto de cajas forma el tren de laminación.
- Existen diferentes configuraciones de bastidores (dos, tres, cuatro o más rodillos). Los cilindros suelen ser de acero forjado (normalmente) o de fundición de hierro.

La laminación es un proceso de conformado por deformación plástica en el que el
material fluye de modo continuo y en una dirección preferente mediante fuerzas de
compresión, ejercidas al pasar el metal entre cilindros, y de cizallamiento, originadas
por el rozamiento entre los cilindros y el metal. Esencialmente la laminación consiste
en hacer pasar un metal entre dos rodillos separados por un hueco algo menor que el
grueso del metal entrante, y que rotan en sentido contrario.
PARÁMETROS DE LAMINACIÓN.
1. Resistencia del material a la deformación plástica, que es función
de la temperatura y las velocidad de deformación.
2. Fricción
3. Diámetro del rodillo.
4. Presencia de un frente de tensión en el plano de la chapa.

LAMINACIÓN EN CALIENTE.
Un efecto del trabajo en caliente con la operación de laminado, es el refinamiento
del grano causado por recristalización.
(Procesando lupias, tochos y planchas en placas, láminas, barras, formas estructurales u hojalata.)


Hay dos etapas en la laminación en caliente:
(1ª) Calentamiento y laminación desbastadora de los lingotes y petacas
obtenidos en la colada en lingotera para transformarlos en blooms (palanquillas)
o slabs (planchones).
(2ª) Nuevo calentamiento seguido de laminación forjadora y acabadora de
los blooms y slabs obtenidos en el paso anterior o en máquina de colada
continua para obtener, respectivamente, largos o planos.
En la laminación en caliente se aprovecha la ductilidad del acero, es decir, su
capacidad de deformación que es mucho mayor cuanto más elevada sea su
temperatura.


LAMINACIÓN EN FRIÓ
La laminación en frio se aplica en el caso de producirse deformaciones con un pequeño
campo de tolerancias (mayores precisiones dimensionales), cuando se desean obtener
en el material características propias de estos tratamientos (mejores propiedades
mecánicas), así como conseguir una acabado superficial más fino. Ejemplos son
laminas, largueros, varillas, etc.
La laminación en frio produce superficies lisas y mejores tolerancias dimensionales
(entre 0,5 y 1 %).
Tiene un acabado brillante y bastante exacto.
Mejora la resistencia, la maquinabilidad.
El endurecimiento por deformación plástica en frío es el fenómeno por medio del cual un
metal dúctil se vuelve más duro y resistente a medida es deformado plásticamente. La
resistencia del material aumenta al aumentar el porcentaje de trabajo en frío, sin
embargo la ductilidad del material disminuye.
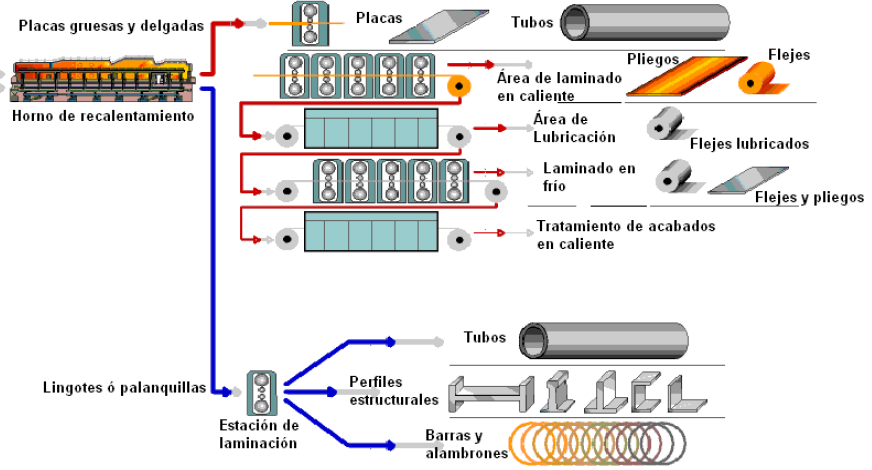
Proceso de Laminado en Frío
• Por lo general la fabricación se realiza en 5 pasos
• El decapado, realizado en marcha “ contínua” en una línea que comprende un
proceso de “ limpieza” y baños con ácido sulfúrico diluido.
• El laminado también realizado en forma contínua utilizando un rollo , llamado bobina ,
con varias toneladas de peso, con un ancho que varía generalmente entre 680 mm y
1000 y un espesor menor que 3 mm.
• El desengrasado de la banda o cinta metálica ya reducida al espesor definitivo por
laminación, utilizando silicato de soda activado por electrolisis.
• El recocido, provocado en hornos continuos calentados a gas o fuel-oil en una
atmósfera neutra para evitar una oxidación provocada por la llama directa.
• El endurecimiento, temple superficial que le confiere una serie de propiedades del
orden mecánico que se aprecia por un ensayo de dureza superficial.
• Un laminador para laminar en frío comprende:
Una rampa para ubicaren lugar a la bobina.
Dispositivos de apoyo en la bobina, la cual debe girar sobre si misma durante la
primera pasada.
Dispositivo de arrastre formada por tres rodillos de pequeño diámetro paralelos.
Características de la Laminación en Frío
• Endurecimiento durante la deformación.
• Excelentes tolerancias dimensionales y acabados superficiales.
• Método de bajo costo para la producción de piezas pequeñas.
• Ductilidad, conductividad eléctrica y resistencia a la corrosión se reducen mediante
los procesos de laminación en frío.
• Puede generarse comportamiento anisotrópico y esfuerzos residuales.
Tolerancias
Placas laminadas a frio: (+/- ) 0.1mm – 0.35mm
• Planicidad: +/- 15m/mm a frio
• Rugosidad Superficial
Excelente acabado
Para producir mayores deformaciones en
un material conformado en frío es
necesario realizar ciclos de trabajo en
frío-recocido.
Tipos de Laminado
Laminado Plano:
Involucra el laminado de planchas, tiras, láminas y
placas, piezas de trabajo de sección transversal rectangular con un
ancho mayor que el espesor.
PROCESOS.

Laminado de Barras y Perfiles.
En el laminado de perfiles, el material de trabajo se
deforma para generar un contorno en la sección transversal,es decir, donde la sección
transversal del material es reducida en dos direcciones. Los productos hechos por
este procedimiento incluyen perfiles de construcción como vigas en I, en L o canales
en U; rieles para vías de ferrocarril y barras redondas y cuadradas, así como varillas.
El proceso se realiza pasando el material de trabajo a través de rodillos que tienen
impreso el reverso de la forma deseada.

Laminado de Anillos.
Lamina las paredes gruesas de un anillo para
obtener anillos de paredes más delgadas pero de un diámetro mayor.
Ejemplos: Collares para rodamientos de bolas y rodillos, llantas de
acero para ruedas de ferrocarril y cinchos para tubos, recipientes a
presión y máquinas rotatorias.

Laminado de Roscas o Cuerdas.
Se usa para formar roscas en piezas
cilíndricas mediante su laminación entre dos matrices. Es un proceso de
conformado en frio. Ejemplos: pernos, tornillos, etc.
Laminado de Engranajes.
Es un proceso de conformado en frio muy
usado en la industria automotriz y donde se producen ciertos
engranajes.
Laminación de Tubos:
Este proceso permite obtener tubos de
diferentes diámetros mediante la reducción del diámetro de un tubo de
partida.
Laminación de Tubos sin Costura (Perforado)
Este proceso consiste en
obtener tubos a partir de una chapa que es curvada por la acción de
unos rodillos con la forma apropiada.
Análisis del Laminado Plano
En el laminado plano, se presiona el material de trabajo entre dos rodillos de
manera que su espesor se reduce:

Donde:
d = diferencia, (mm); to = espesor inicial, (mm); f = espesor final, (mm)
Reducción

Existe la conservación del material, de tal manera que el volumen de metal que sale
de los rodillos es igual al volumen que entra a los rodillos:

Donde:
Wo, lo son el ancho y largo iniciales de trabajo (mm),
Wf, lf son el ancho y largo finales de trabajo (mm).
https://es.scribd.com/doc/49858834/PROCESO-DE-LAMINACION
http://www.uantof.cl/cobre/pdfs/Glosarioopt.pdf
http://universojus.com/definicion/tocho-laminado
https://prezi.com/bo_cjcsje4an/proceso-de-laminado-de-metales/
https://www.youtube.com/watch?v=tJjf8pN0LTg
http://laminadoenfrio.weebly.com/
martes, 12 de abril de 2016
sábado, 9 de abril de 2016
Suscribirse a:
Entradas (Atom)